Делительная головка для фрезерного станка помогает точно повернуть заготовку под нужным углом и разделить ее на равные части. С её помощью можно делать зубья, пазы, шлицы и многогранники с одинаковыми размерами и формой. Такое приспособление упрощает работу, делает обработку точнее и быстрее, снижает количество брака. Делительные головки используют как на серийных, так и на единичных производствах, где важна точность размеров и качество поверхности без замены основного оборудования.
Что такое делительная головка (УДГ)
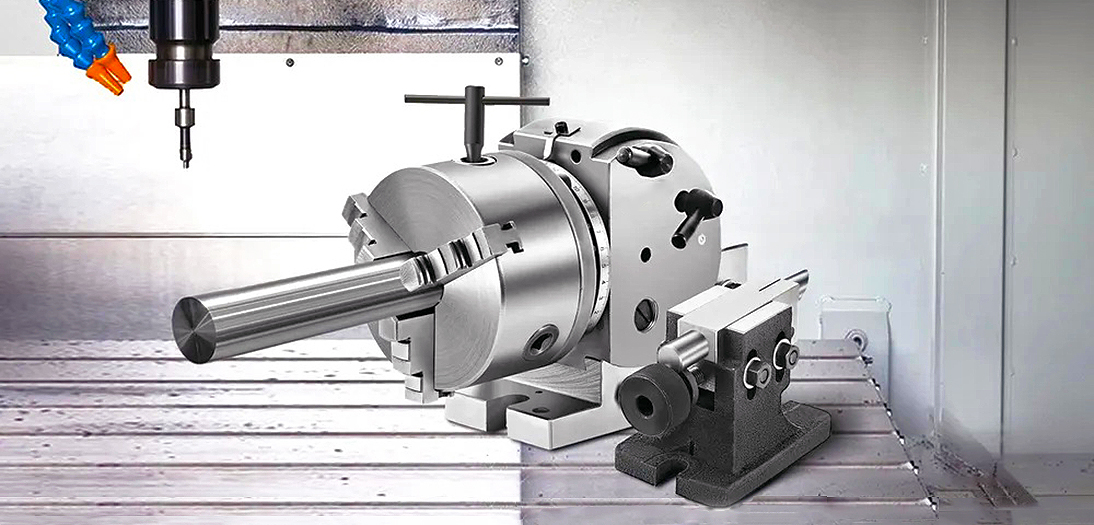
Универсальная делительная головка УДГ - станочное приспособление с горизонтальной ориентацией, которое удерживает деталь и поворачивает ее на заданную величину. УДГ ставят на горизонтальные, вертикальные и комбинированные фрезерные станки. Оснастка помогает нарезать зубчатые венцы, шлицевые валы, винтовые канавки, базировать и позиционировать многогранники. Так же узел применяют на долбежных, расточных, сверлильных и строгальных станках, когда требуется угловая привязка и жесткая фиксация.
Устройство и ключевые узлы
Базовая компоновка включает корпус с направляющими, шпиндель с трехкулачковым патроном, лимб с окружными отверстиями, червячную пару и узел фиксации сектора. Лимб задает сетку делений, червячный механизм передаёт момент и дает тонкую подводку к риске. Для длинной заготовки подключают заднюю бабку и центры, чтобы исключить прогиб и биение. Контроль базовой плоскости и соосности обязателен: перекос дает систематическую ошибку при каждом шаге и портит калибр всей партии.
Классификация по конструкции
Выпускают три основных типа. Упрощенные головки без промежуточных передач рассчитаны на прямое деление и простые циклы. Универсальная делительная головка поддерживает набор сменных зубчатых колёс и закрывает широкий диапазон делений, включая дифференциальные схемы. Оптическая делительная головка оснащается окуляром, стеклом на шпинделе и иммобилизованной шкалой, что повышает считывание и точность позиционирования при прецизионной обработке крупных деталей.
Виды деления и кинематика
Непосредственное деление выполняют по лимбу без вспомогательных узлов. Простое деление используют чаще всего: диск остаётся неподвижным, рукоятка поворачивает шпиндель на расчётный шаг. Дифференциальное деление подключает зубчатые колёса, что расширяет диапазон и повышает точность при нестандартном числе частей. Комбинированные схемы соединяют перечисленные методы. Непрерывное деление связывает шпиндель УДГ с ходовым винтом подачи и применяют для спиралей и винтовых канавок с заданным шагом и направлением витка.
Практические типы делительных головок
Обычная головка решает задачу разбиения окружности на равные сектора по лимбу. Такой вариант удобен при простом делении в диапазоне 2-30 частей и не требует дополнительных узлов. Многофункциональная версия даёт наклон оси, вращение заготовки и точную увязку с подачей, что важно при нарезании винтовых каналов и обработке сложных профилей. Оптический вариант применяют в точной механике, где критичны минутные углы и контроль каждого шага глазами оператора через окуляр.
Маркировка и основные параметры
Марка обычно содержит тип, передаточное число и предельный диаметр детали. Пример: УДГ-40-Д350 означает универсальный тип, 40 шагов на полный оборот и допуск по диаметру заготовки до 350 мм. В паспорте также указывают высоту центров, предельную нагрузку, конус Морзе шпинделя, диаметр фланца, радиальное и торцевое биение, допустимые углы поворота от горизонтали и от линии центра. Эти данные определяют совместимость со станком, точность и долговечность.
Таблица делений и алгоритм настройки
Таблица делений УДГ ускоряет подготовку к работе. Алгоритм простой. Переводят 360° в нужное число шагов, выбирают подходящий круг отверстий на лимбе, рассчитывают долю круга для одного шага, фиксируют сектор. Далее устанавливают оправку и базируют заготовку, подводят фрезу, выполняют первый проход и возвращают стол в исходную позицию на ускоренной подаче. Повторяют цикл, пока не получат полный набор канавок или граней. Контроль шага проводят по индикатору и контрольной детали с эталонной риской.
Расчёт делений: простое, дифференциальное, непрерывное
При простом делении диск неподвижен, а рукоятка задаёт угол через червячную пару. Комбинированный вариант разворачивает корпус относительно заднего штифта и одновременно смещает рукоятку по лимбу. Дифференциальная схема включает сменные колёса и паразитные шестерни, что увеличивает предельное число частей и позволяет получить редкие деления, недоступные прямому методу. Непрерывная схема соединяет шпиндель УДГ с продольной подачей через кинематическую связь и обеспечивает спирали с заданным шагом и постоянным направлением витка.
Нормативы и совместимость
Ориентиром служит ГОСТ 8615-89. Стандарт описывает основные размеры, требования к точности, число отверстий на лимбе и порядок контроля. Российские производители поддерживают дискрет 15 минут и рабочие диаметры 125-400 мм. Импортные решения Proxxon, BisonBial, Proma известны качеством сборки, но вопросы поставки зубчатых колес и патронов требуют отдельной логистики. При выборе учитывают конус Морзе, диаметр фланца, высоту центров и жесткость стола фрезерного станка.
Эксплуатация и безопасность
Перед пуском проверяют биение по индикатору, затяжку фиксаторов и смазку червячной пары. Длинную деталь поддерживают задней бабкой, чтобы исключить прогиб. Фиксацию в отверстии лимба выполняют пружиной с контролем зацепления. Стол возвращают в исходное положение на ускоренной подаче, не теряя базу. Систематически очищают отверстия лимба и патрон от стружки, чтобы не ловить ложный упор. Регламент смазки и проверки износа снижает люфт и сохраняет точность деления в пределах карты контроля.
Типичные ошибки и способы их избежать
Частая ошибка - неверно выбранный круг отверстий. Ошибку исключают предварительным расчетом и разметкой шага на чертеже. Другая проблема - игнорирование конуса Морзе и фланца. Несоответствие дает перекос, недодержку и ускоренный износ. Опасен слабый прижим сектора: шаг «плывёт», грань уходит, зубья выходят с различной шириной впадин. Ошибки уменьшают за счёт контрольной детали, щупов, правильной базы и периодической калибровки лимба по эталонной шкале.
Как выбрать делительную головку для фрезерного станка
Выбор привязывают к операциям и требуемой точности. Для стандартных многогранников, пазов и типовых шлицев хватает простой УДГ с прямым делением и проверенным передаточным числом. Для венцов с редким числом зубьев, винтовых канавок и спиралей потребуется универсальная делительная головка с комплектом сменных колёс и поддержкой дифференциального деления. Для прецизионных деталей крупного диаметра берут оптическую делительную головку с улучшенным считыванием шкал и устойчивой базой.
Далее оценивают геометрию и совместимость: конус Морзе шпинделя, высоту центров, диаметр фланца, рабочий диаметр заготовки, предельную нагрузку. Эти параметры определяют посадку, жёсткость и риск биения. Важно сверить размеры стола и пазов, чтобы исключить перекос при зажиме. Полезно проверить ресурс червячной пары, отсутствие люфта по лимбу, плавность хода рукоятки и читаемость рисок.
Экономика не менее важна. Универсальная делительная головка окупается быстрее при частой смене шагов и профилей. Оптическая голова целесообразна там, где погрешность угла ограничена минутами. В расчет включают цену набора зубчатых колес, доступность патронов и центров, сроки поставки расходников и ремонтных комплектов. Наличие таблицы делений УДГ в комплекте, обучение персонала и сервис рядом с цехом уменьшают простой и ускоряют ввод в работу.
Практика применения
Ниже приведены типовые операции. Нарезание шлицов и зубьев требует жесткой фиксации базы и повторяемого шага. После первого прохода деталь разворачивают на заданную долю окружности, контролируют зацепление фиксатора и выполняют следующий паз. Обработка призматических многогранников идёт по той же схеме: фреза формирует грань, рукоятка выставляет новый угол, проход повторяется. Винтовые канавки задают через связь шпинделя УДГ с ходовым винтом подачи. Шаг программируют через комплект колёс и проверяют индикатором часового типа и контрольной риской на оправке.
Расширение возможностей и экономика
УДГ экономит время на переустановку детали, снижает долю ручной разметки и обеспечивает единый ритм выпуска. В серийном режиме сокращаются переналадки: оператор держит цикл «подача-фрезерование-поворот-контроль» в устойчивом такте. Оснастка окупает себя за счет снижения брака и равномерного износа инструмента. При грамотной смазке червячная пара сохраняет плавность и не даёт скачков угла, а лимб держит чистую сетку делений после регулярной очистки.
Делительная головка для фрезерного станка превращает сложную угловую привязку в регулярную процедуру. Универсальная делительная головка закрывает диапазон от простого деления до дифференциальных схем и дает стабильный шаг. Оптическая делительная головка добавляет контроль и повышает точность при прецизионных деталях. Соблюдение ГОСТ 8615-89, корректная база, грамотный расчёт и чистый лимб обеспечивают геометрию, которой достаточно для зубчатых колес, шлицевых валов и многогранников. Оснастка повышает гибкость производства и сокращает брак.