Суппорт токарного станка - узел, который задает траекторию движения резца и напрямую влияет на геометрию детали, чистоту поверхности и стабильность резания. При исправном состоянии узла достигается точное соблюдение размеров, снижение вибрации и равномерная нагрузка на инструмент. Износ суппорта приводит к конусности, волнистости поверхности и росту времени настройки.
Состояние суппорта токарного станка определяет точность обработки и процент брака при токарных операциях.
В статье подробно рассмотрено устройство суппорта, а также функции каретки и салазок в его работе. Также объясняется, какие неисправности встречаются чаще всего и как их диагностировать. Кроме того, рассматриваются причины отклонений суппорта и способы их устранения - от ремонта и регулировки до восстановления правильной геометрии узла.
Введение
Почему один токарный станок держит размер без отклонений, а другой начинает «уводить» деталь уже после нескольких проходов? Причина часто скрыта в суппорте. Суппорт токарного станка - ключевой узел металлообрабатывающего оборудования. Он направляет резец по заданной траектории и удерживает инструмент в положении, при котором резание идет без вибрации, срывов и отклонений по размеру. Когда механизм работает точно, станок сохраняет геометрию детали, формирует ровную поверхность и снижает нагрузку на режущий инструмент. Когда появляется износ, последствия заметны сразу: растет конусность, возникает рябь, усложняется подвод резца, увеличивается время настройки. Поэтому устройство суппорта токарного станка важно понимать не только специалисту по ремонту, но и каждому, кто отвечает за точность обработки и стабильный выпуск деталей.
Особое значение эта тема имеет для станков, которые долго работают под нагрузкой, обрабатывают сталь, чугун, вязкие сплавы и регулярно проходят черновые циклы. В таком режиме суппорт токарного станка постоянно испытывает трение, ударные нагрузки и воздействие абразивной стружки. Даже исправный механизм постепенно теряет жесткость, если узел не обслуживать вовремя. Диагностика, регулировка суппорта токарного станка и восстановление изношенных поверхностей возвращают точную геометрию и сокращают потери из-за брака.
Назначение суппорта токарного станка
Суппорт токарного станка удерживает режущий инструмент и перемещает его относительно вращающейся заготовки в продольном, поперечном и наклонном направлениях. За счет этого выполняются наружное и внутреннее точение, расточка, подрезка торцов, снятие фасок, обработка конусов и другие операции. Главная задача узла - подавать резец по заданной траектории плавно, без рывков и отклонений.
Практическая роль механизма заключается в том, что именно он связывает кинематику станка с итоговым размером детали. Даже при исправном шпинделе и качественном резце результат окажется неточным, если каретка движется с перекосом, а поперечная подача имеет люфт. По этой причине суппорт считают одним из главных источников точности при токарной обработке.
Конструкция суппорта токарного станка
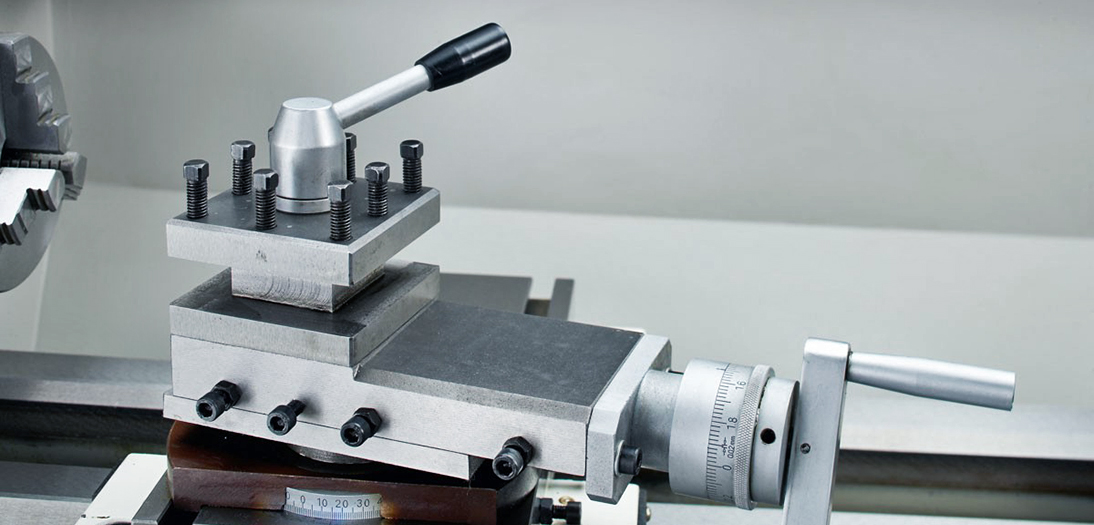
Конструкция суппорта включает каретку, поперечные салазки суппорта, верхние резцовые салазки токарного станка, поворотную плиту, резцедержатель и фартук с механизмами подачи. Все элементы работают как единая система. Нижняя часть принимает основную нагрузку и движется вдоль станины, средняя отвечает за поперечный ход, верхняя задает угол подачи, а резцедержатель фиксирует инструмент в расчетной точке.
Если посмотреть на чертеж суппорта токарного станка, видно: узел построен по принципу последовательного наложения подвижных частей. Такое решение делает механизм универсальным, но требует точного состояния направляющих, винтовых пар и прижимных планок. Любой зазор в одном участке передается на инструмент и отражается на детали. В этом и состоит ценность конструкции: каждый участок регулируется отдельно, а точность зависит от согласованной работы всех элементов.
Каретка суппорта: устройство и функции
Каретка суппорта токарного станка служит опорной базой всего узла и перемещается вдоль направляющих станины. Она принимает основную нагрузку от резания, удерживает верхние элементы и передает усилие продольной подачи. Движение выполняется вручную через маховик либо механически через фартук, ходовой вал или винт при автоматической подаче и нарезании резьбы.
Состояние каретки напрямую влияет на плавность хода и устойчивость инструмента. При равномерном контакте с направляющими перекос не возникает, а резец сохраняет точное положение относительно оси детали. Когда опорные поверхности изношены, каретка смещается, движение становится неравномерным, появляется люфт при обратном ходе. Итог хорошо знаком каждому станочнику: отклонение диаметра, волнистость поверхности и ускоренный износ режущей кромки.
Поперечные салазки суппорта
Поперечные салазки суппорта перемещают резец перпендикулярно оси шпинделя. Этот ход используют при установке глубины резания, подрезке торцов, расточке отверстий и точной доводке диаметра. Узел включает корпус салазок, ходовой винт, гайку, направляющие типа «ласточкин хвост» и клиновую планку, которая выбирает зазор.
Точность поперечной подачи особенно важна при чистовой обработке. Малейший люфт в винтовой паре или ослабление клина сразу отражаются на размере детали. Это заметно по разнице показаний лимба при прямом и обратном ходе, а также по нестабильной глубине съема. Исправные салазки удерживают резец под нагрузкой и исключают самопроизвольное смещение. Поэтому при потере повторяемости именно этот узел проверяют одним из первых.
Резцовые салазки и резцедержатель
Резцовые салазки токарного станка расположены над поперечными салазками и позволяют перемещать инструмент под углом к оси заготовки. Это важно при обработке конусов, фасок, коротких наклонных поверхностей и точной подводке резца в сложные зоны. Основанием служит поворотная плита со шкалой, по которой выставляют угол. После настройки плиту жестко фиксируют, иначе нагрузка изменит положение, и профиль детали уйдет от заданного.
Резцедержатель закрепляет инструмент и определяет его вылет. Здесь решающую роль играют жесткость зажима и чистота опорных плоскостей. Слабая фиксация вызывает микросмещение резца, что проявляется вибрацией, задирами и быстрым износом режущей кромки. Точно настроенный резцедержатель ускоряет смену инструмента и сохраняет положение вершины резца, что особенно важно при серийной обработке.
Основные неисправности суппорта токарного станка
Чаще всего ремонт суппорта токарного станка связан с износом направляющих, выработкой ходовых винтов и гаек, появлением зазоров в салазках и нарушением соосности механизмов подачи. Износ направляющих каретки заметен по неравномерному ходу вдоль станины: на участках постоянной работы каретка проседает сильнее. Из-за этого резец меняет высоту и начинает формировать конус либо ступенчатую поверхность.
Люфт ходового винта проявляется при смене направления вращения маховика: сначала идет холостой поворот, затем начинается движение салазок. Износ гаек подачи дает тот же эффект и ухудшает плавность хода. Основные признаки неисправностей:
- люфт при смене направления подачи;
- боковое смещение салазок;
- тугой или рывковый ход;
- снижение точности автоматической подачи.
Отдельную проблему создают стружка, нехватка смазки и поврежденные масляные каналы. В такой ситуации металл начинает работать по металлу, температура контакта растет, а износ ускоряется многократно. Обычно дефект развивается по цепочке: исчезает плавность хода, появляется люфт, затем узел начинает двигаться с усилием и теряет точность.
Ремонт суппорта токарного станка
Ремонт суппорта токарного станка начинается с диагностики. Узел разбирают, очищают от старой смазки, проверяют направляющие, измеряют люфты винтовых пар, оценивают износ прижимных планок и посадочных мест. После этого определяют объем восстановления: где хватит регулировки, а где нужна замена деталей или восстановление металла.
Каретку ремонтируют при износе опорных поверхностей и нарушении контакта с направляющими станины. Поперечные и верхние салазки восстанавливают при выработке направляющих «ласточкин хвост», деформации клиньев и потере точности винтовой пары. Если поврежден фартук, дополнительно проверяют шестерни, валы, втулки и механизм включения подачи. Такой подход дает долгий результат, потому что новые поверхности не работают в паре со старыми изношенными элементами.
Восстановление направляющих суппорта
Направляющие суппорта токарного станка восстанавливают разными способами. При умеренном износе применяют шлифование и шабрение. Шлифование выравнивает поверхность и возвращает геометрию, шабрение создает точечный контакт, который удерживает смазку и повышает точность сопряжения. При сильной выработке используют компенсационные накладки, акрилопласты или эпоксидные составы с последующей механической обработкой.
Восстановление суппорта токарного станка полимерными композициями позволяет вернуть рабочую геометрию без сложной переделки корпуса. Такой метод сокращает объем металлообработки и помогает точно вывести посадку. Но технология требует строгой последовательности: металл очищают, создают шероховатость для сцепления, выдерживают толщину слоя и только после полимеризации проводят окончательную пригонку. Нарушение любого этапа приводит к отслоению или потере параллельности.
Если сильно изношены винтовые пары, ходовые винты шлифуют либо заменяют, а гайки изготавливают заново и подгоняют по месту. Это устраняет люфт и возвращает точность подачи. Без такого ремонта даже идеально восстановленные направляющие не обеспечат нужный результат.
Особенности регулировки после ремонта
После восстановления выполняют регулировку суппорта токарного станка. Проверяют параллельность каретки направляющим станины, перпендикулярность поперечного хода к оси шпинделя, работу клиновых планок, усилие перемещения и остаточный люфт винтовых пар. Отдельно контролируют положение резцедержателя и точность поворотной плиты.
Смысл регулировки состоит не только в устранении зазоров. Если клинья затянуты слишком сильно, ход становится тяжелым, появляется скачкообразное движение и ускоряется износ. Если затяжка слабая, люфт сохраняется, и размер под нагрузкой удержать нельзя. Нужен точный баланс: салазки должны идти плавно, без перекоса и самопроизвольного смещения по всей длине хода. Только после такой настройки станок возвращается к стабильной работе.
Для контроля используют индикаторы, контрольные оправки, линейки и поверочные угольники. Сравнение фактических перемещений с показаниями лимбов помогает выявить скрытые ошибки сборки до запуска в работу.
Заключение
Суппорт токарного станка напрямую влияет на точность обработки, чистоту поверхности и устойчивость резания. Исправная каретка суппорта токарного станка, точно подогнанные поперечные салазки суппорта, жесткие резцовые салазки токарного станка и восстановленные направляющие суппорта токарного станка создают основу качества всей обработки. Поэтому ремонт суппорта токарного станка нельзя считать второстепенной задачей: именно он возвращает станку геометрию, снижает процент брака и продлевает срок службы оборудования.
Полное восстановление включает диагностику, ремонт изношенных узлов, контроль измерительным инструментом и точную настройку после сборки. Когда ремонт опирается не только на внешний осмотр, но и на фактические замеры, используется корректный чертеж суппорта токарного станка и соблюдается технология восстановления, узел снова работает стабильно и предсказуемо. Такой подход обеспечивает точную подачу резца, снижает нагрузку на инструмент и сохраняет ресурс станка в производственном цикле.